Гибка труб: современные методы
Просмотров: 1,4 тыс.
Пожаловаться
Active Light Mode
Описание:
Гибка труб нужна для установки систем трубопроводов. Трубы можно согнуть на промышленных станках или самостоятельно. Рассмотрим современные методы.
Гибка труб используется при производстве металлоконструкций и заменяет сварку, с помощью которой тоже можно составлять конструкции и менять форму изделий. Работа с цельным материалом увеличивает прочность конечного изделия, улучшает аэро- и гидродинамические показатели, помогает избежать неблагоприятного влияния сварки на характеристика сплава и структуру металла, добиться лучшей герметичности и более аккуратного внешнего вида. Выделяют горячий и холодный способы гибки труб, а еще гибку с помощью станков и переносных трубогибов.
Горячий метод гибки
Наиболее трудоемкий вариант гибки труб. Он может быть использован в крайних случаях, когда невозможны другие варианты. Для этого метода в трубу засыпают речной песок, который должен быть без примесей и лишней влаги. Трубу нагревают один раз до 900° и гнут по нужному радиусу. После трубу тщательно промывают внутри от песка.
Холодный метод гибки
Трубы из меди или алюминия принято гнуть холодным способом, так как они обладают высокой пластичностью и ковкостью. Холодный метод обладает большей производительностью и чаще используется на производствах, нежели горячий.
Несмотря на современные разработки, качество труб при гибке уменьшается. Внешняя стенка в районе изгиба становится тоньше, внутренняя часть тоже деформируются: могут образоваться складки. Кроме того, труба перестает быть идеально круглой. Такая проблема может возникнуть при работе с тонкостенными трубами из пластичных материалов. Для уменьшения негативного эффекта гибки применяют дорн – механический стабилизатор для труб. Он представляет собой металлический направляющий элемент, который располагается в месте изгиба и сохраняет первоначальную форму прохода. Завершая процесс, дорн извлекают из зоны гибки. Однако, не все трубогибочные станки обладают возможностью применять дорн. Такие трубогибы могут быть только стационарными и работать в автоматическом или полуавтоматическом режиме.
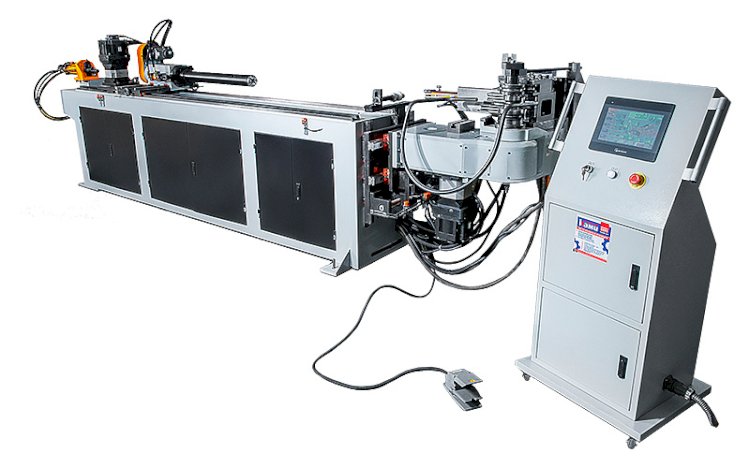
Гибка труб на станке
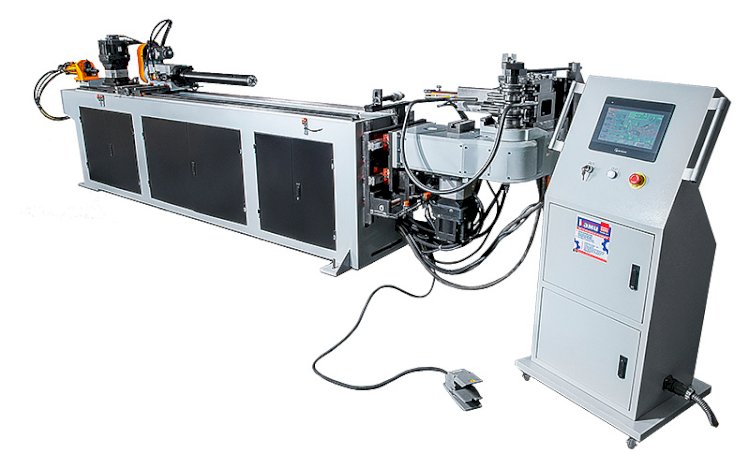
Наиболее распространенным и универсальным способом согнуть трубу на станке является вальцовка. Этот способ позволяет гнуть трубы из разных видов металла: сталь, медь, титан, свинец, алюминий, бронза. Еще на вальцовом трубогибе можно согнуть профильные трубы. В этом станке устанавливаются ролики и валки определенного размера и за счет них происходит гибка нужного радиуса. Вальцовка используется только в промышленных условиях и подходит для гибки заготовки до 360° и работы с профилями до 5 метров длиной. Больше о гибке труб в промышленных масштабах вы можете узнать тут.
Переносные трубогибы
В некоторых ситуациях гибка трубы должна производиться именно на месте строительства конструкции. Переносные трубогибы – единственное решение в такой ситуации. Они могут быть рычажными, арбалетными и электрическими.
Трубогиб с рычагом работает от усилия рук человека, без электричества. Такой аппарат может сделать изгиб до 180°. Такое приспособление занимает мало место и может быть использовано в труднодоступных местах.
Трубогиб арбалетного типа приводится в действие с помощью рук или ног. Он применяется на стройках или в частных мастерских. С помощью такого оборудования можно согнуть изделия из меди, алюминия и стали на 90°.
Электрический трубогиб подходит для гибки труб разных диаметров путем замены сегментов и упоров. Используется при монтаже трубопроводных систем а также на производствах. На нем можно задать необходимый угол гибки. Трубогиб остановится сам, когда цель будет достигнута.

Несмотря на возможность покупки устройств для самостоятельной гибки, добиться идеального градуса угла гибки и сохранить прочность трубы возможно на профессиональных станках по обработке металлопроката. Кроме того, переносные трубогибы не могут работать с трубами диаметром более 5 см.